0
0 






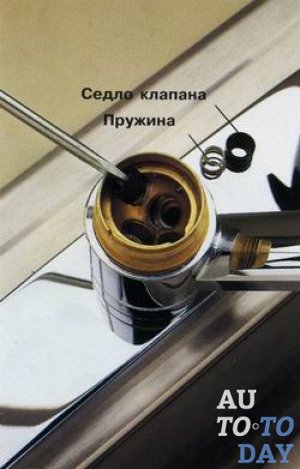
Клапаны выполняют функцию впуска воздушно-топливной смеси в двигатель и выпуска из него отработанных газов. Каждый цилиндр двигателя имеет, по крайней мере, два клапана – один впускной и один выпускной. Клапан состоит из стебля и головки. Стебель клапана, перемещаясь в направляющей втулке, производит впуск/выпуск топливной смеси/отработанных газов. Когда клапан закрывается, его головка «садится» на седло, и таким образом герметизирует камеру сгорания.
Направляющие втулки и сёдла клапанов обеспечивают качество работы самих клапанов. В процессе эксплуатации они терпят износ, из-за чего не могут обеспечить необходимых характеристик двигателя. В таком случае производят их ремонт или замену.
1. Как происходит выпрессовка старых втулок
 Замена направляющих втулок клапанов – это неизбежный процесс, который необходимо периодически повторять, так как втулки во время эксплуатации изнашиваются.
Перед заменой направляющих втулок необходимо извлечь клапаны и определить степень износа втулок, для чего существует два метода:
Замена направляющих втулок клапанов – это неизбежный процесс, который необходимо периодически повторять, так как втулки во время эксплуатации изнашиваются.
Перед заменой направляющих втулок необходимо извлечь клапаны и определить степень износа втулок, для чего существует два метода:
Непосредственный
Для этого используют микрометр и нутромер, которыми замеряют внутренний минимальный диаметр втулки и максимальный диаметр рабочей зоны стебля клапана. Разность этих значений составляет диаметральный зазор. Также стоит учесть конусный и бочкообразный износ стебля и изменения в диаметре втулки по высоте. Эти параметры и определяют степень износа направляющих втулок. Перед измерениями необходимо очистить все поверхности от грязи.
Косвенный
Для этого метода используют индикатор часового типа, у которого есть стойка. Если измеренный зазор будет больше, чем рекомендованный инструкцией, то все измерения необходимо повторить на новом клапане. Если при сравнении параметров с новым клапаном, зазор всё равно останется большим, то нужно проводить ремонт или замену втулок.

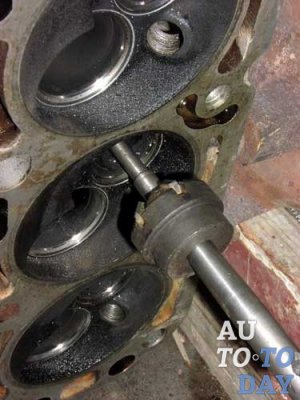
Для выпрессовки старых втулок обычно применяют ударный метод, при чём головку цилиндра предварительно переворачивают. Понадобятся оправка и молоток (либо другой ударный инструмент).
 Оправку из латуни или бронзы устанавливают со стороны седла, а потом по ней наносят удары при помощи молотка. Чтобы посадочное гнездо не повредилось, оправку выбирают ступенчатую, которая по меньшему диаметру входит во втулку на 30-40 мм с зазором, а по большему диаметру – вольно проходит через отверстие в головке цилиндров.
Оправку из латуни или бронзы устанавливают со стороны седла, а потом по ней наносят удары при помощи молотка. Чтобы посадочное гнездо не повредилось, оправку выбирают ступенчатую, которая по меньшему диаметру входит во втулку на 30-40 мм с зазором, а по большему диаметру – вольно проходит через отверстие в головке цилиндров.
Когда производится выпрессовка втулок, головку цилиндра следует нагреть до +150 градусов Цельсия, чтобы натяг немного уменьшился. Нагревать лучше в электропечи, но на крайний случай, подойдёт и обычная электроплитка.
 Если втулка крепко «засела» в гнезде, то её можно высверлить обычным станком для сверления. Ручную электродрель лучше не использовать, так как с большой долей вероятности посадочное гнездо повредиться или получится перекос. Втулку можно высверлить не полностью. При стенке с толщиной в 1 мм, остальную часть втулки очень просто выбить.
Если втулка крепко «засела» в гнезде, то её можно высверлить обычным станком для сверления. Ручную электродрель лучше не использовать, так как с большой долей вероятности посадочное гнездо повредиться или получится перекос. Втулку можно высверлить не полностью. При стенке с толщиной в 1 мм, остальную часть втулки очень просто выбить.
Поверхность гнезда после выпрессовки должна быть идеально гладкой, полностью чистой и не иметь царапин, шероховатостей и «черноты». Для этого её дополнительно обрабатывают.
2. Как измерить натяг втулки перед заменой
Новые втулки нельзя запрессовывать в головку цилиндров двигателя, если предварительно не измерить фактический натяг.
Натяг втулки – это превышение её диаметра над диаметром отверстия для запрессовки на небольшую величину. Установка втулок с натягом обеспечивает более надёжное и долговечное крепление.
Для измерения натяга втулки, нужно с высокой точностью определить диаметр гнезда для новой втулки и диаметр самой втулки. Диаметр втулки должен быть больше, чем диаметр гнезда на 0,03-0,05 мм.
Если гнездо «слабое» и натяг недостаточен, то необходимо будет использовать втулки большего диаметра. А если диаметр гнезда недостаточен, то увеличить его можно при помощи сверлильного станка. Для ремонтной втулки натяг должен быть больше, чем для новой, так как в старом гнезде поверхность уже была деформирована и понадобиться более надёжная установка.
3. Как запрессовать втулки клапанов
 Перед тем, как запрессовать втулку рекомендуется обеспечить разную температуру деталей. Втулки нужно охладить до -150 градусов по Цельсию, а головку цилиндра – нагреть до температуры больше +50 градусов по Цельсию. Разность температур нужна, чтобы посадочное место в головке цилиндра перетерпело меньше повреждений и, чтобы уменьшить усилие, необходимое для запрессовки. Во время запрессовки новых втулок не лишним будет смазывание поверхностей трения жидким машинным маслом.
Перед тем, как запрессовать втулку рекомендуется обеспечить разную температуру деталей. Втулки нужно охладить до -150 градусов по Цельсию, а головку цилиндра – нагреть до температуры больше +50 градусов по Цельсию. Разность температур нужна, чтобы посадочное место в головке цилиндра перетерпело меньше повреждений и, чтобы уменьшить усилие, необходимое для запрессовки. Во время запрессовки новых втулок не лишним будет смазывание поверхностей трения жидким машинным маслом.
Иногда втулки запрессовывают без обеспечения разности в температуре, но это делать не рекомендуется, так как сплав при большом натяге перетерпит деформации, а реальный натяг уменьшиться. Позже, когда двигатель начнёт работать, посадка ослабиться и клапан будет перегреваться, что связано с неправильным отводом тепла от стержня клапана. Очень быстро втулка начнёт колебаться в гнезде, и ремонт придётся проводить заново.
Запрессовку делают тем же ударным методом, что и выпрессовку, используя оправку и молоток. Производить запрессовку нужно быстро, 2-мя-3-мя ударами по оправке молотком. Если у втулки тонкий поясок для посадки колпачка, оправку нельзя опирать на этот поясок, так как втулка поломается.
 Когда втулки остынут после запрессовки, их отверстия калибруют алмазными развёртками (стальные развёртки подвержены быстрому износу), которые дадут необходимый размер отверстий. После обработки отверстий, следует проверить зазоры клапанов втулок. Для впускных они должны быть 0,02-0,04 мм, а для выпускных клапанов – 0,03-0,04 мм. Минимальные зазоры (особенно у выпускных клапанов) не нужны, потому что это спровоцирует заклинивание в их работе.
Когда втулки остынут после запрессовки, их отверстия калибруют алмазными развёртками (стальные развёртки подвержены быстрому износу), которые дадут необходимый размер отверстий. После обработки отверстий, следует проверить зазоры клапанов втулок. Для впускных они должны быть 0,02-0,04 мм, а для выпускных клапанов – 0,03-0,04 мм. Минимальные зазоры (особенно у выпускных клапанов) не нужны, потому что это спровоцирует заклинивание в их работе.
4. Ремонт сёдел клапанов
 Совместная работа седла и клапана должна обеспечить полную герметичность двигателя на весь срок его эксплуатации. Для этого на седле делают специальную рабочую фаску, которая для нормального функционирования должна, с одной стороны, иметь минимальную ширину (чтобы обеспечить герметичность важна не площадь контактирующих поверхностей, а давление в сопряжении). Но, с другой стороны, по ней отводится большая часть теплоты от клапана, а потому она должна быть как можно шире.
Совместная работа седла и клапана должна обеспечить полную герметичность двигателя на весь срок его эксплуатации. Для этого на седле делают специальную рабочую фаску, которая для нормального функционирования должна, с одной стороны, иметь минимальную ширину (чтобы обеспечить герметичность важна не площадь контактирующих поверхностей, а давление в сопряжении). Но, с другой стороны, по ней отводится большая часть теплоты от клапана, а потому она должна быть как можно шире.
Так что при ремонте сёдел стоит учитывать рекомендации производителя (руководство по эксплуатации автотранспортного средства), чтобы подобрать оптимальные параметры для сёдел. Помимо рабочей, на сёдлах также имеются вспомогательные фаски, которые нужны, чтобы обеспечить нужный диаметр и ширину рабочей фаски.
Во время эксплуатации, поверхность сёдел изнашивается и теряет нужную форму. Из-за этого во время перегрева двигателя на них появляются прогары и раковины. Так что периодически приходится производить ремонт или замену сёдел клапанов.
Главная задача, когда производится ремонт седел клапанов или замена седел – это добиться нужной соосности отверстия втулки и рабочей фаски, а также создать определённый профиль седла, который рекомендован производителем.
Перед тем как ремонтировать седло, нужно произвести восстановление направляющей втулки и ни в коем случае не наоборот. Если эту последовательность нарушить, то будет очень сложно добиться герметичности.
 Для восстановления, сёдла обрабатывают при помощи разных инструментов. Обычно, для этого используют угловые ручные фрезы с креплением пожёстче на направляющем стержне. Эти фрезы могут изготавливать с твердосплавными пластинами или из инструментальной стали с углами на вершине 30, 45, 60 градусов.
Для восстановления, сёдла обрабатывают при помощи разных инструментов. Обычно, для этого используют угловые ручные фрезы с креплением пожёстче на направляющем стержне. Эти фрезы могут изготавливать с твердосплавными пластинами или из инструментальной стали с углами на вершине 30, 45, 60 градусов.
Но если у инструмента изношены детали, то будут наблюдаться люфты направляющего стержня. Из-за этого будет тяжело добиться нужной соосности втулки и седла, так что перед ремонтом сёдел следует заменить детали фрезы на новые.
При обработке седла в нём формируют определённый профиль: уплотнительную фаску и ещё две, примыкающих к ней фаски. У большего количества двигателей фаска имеет угол в 45 градусов, и ширину 1,5 миллиметра. У примыкающих фасок углы достигают 60 и 30 градусов.
Обработку уплотнительной рабочей фаски нужно вести, пока не получиться полностью ровная поверхность.
5. Окончательный этап: притирка клапанов
 Притирка клапанов – это последний этап обработки седла и стыка клапана.
Притирка клапанов – это последний этап обработки седла и стыка клапана.
Если поверхности седла и фаски обработаны точно, то притирка не требуется, и она даже вредна, поэтому при профессиональном ремонте притирку клапанов не делают. Но если детали были обработаны вручную и их поверхность получилась не идеальной, то притирку клапанов выполнить необходимо.
Главное, что следует приобрести перед притиркой клапанов – притирочная паста, которая исполняет функцию мелкой шкурки. Притирочная паста бывает крупнозернистой (используется для первоначальной обработки) и мелкозернистой (используется для окончательной обработки). Во время притирки её наносят на сёдла и кромки клапанов.
Притирку клапанов выполняют при помощи дрели, отвёртки или с использованием специальных инструментов для притирки. Для этого поверхности смазывают притирочной пастой, вставляют клапан в гнездо и крепят к нему выбранный инструмент, после чего начинают вращать по окружности. После окончания процесса остатки пасты и частицы металла стирают влажной салфеткой.
Для контроля качества выполненной притирки, следует обратить внимание на поверхность фасок и клапана. Если на них образовалась замкнутая блестящая дорожка шириной 2-3 миллиметра, значит процесс притирки завершён, и всё было сделано правильно.